
Abstract
We propose a self-assembling procedure for the fabrication of GaAs islands by Droplet Epitaxy on silicon substrate. Controlling substrate temperature and amount of supplied gallium is possible to tune the base size of the islands from 70 up to 250 nm and the density from 107 to 109 cm−2. The islands show a standard deviation of base size distribution below 10% and their shape evolves changing the aspect ratio from 0.3 to 0.5 as size increases. Due to their characteristics, these islands are suitable to be used as local artificial substrates for the integration of III–V quantum nanostructures directly on silicon substrate.
Similar content being viewed by others


Integration of III–V semiconductor devices on silicon substrates would allow the fabrication of high efficiency optoelectronic and photonic devices using the well-established complementary metal oxide semiconductor (CMOS) technology. Although of the great technological interest, results in this field are far from being optimized. Some issues like lattice mismatch between GaAs and Si and formation of anti-phase domain in GaAs are not yet fully solved [1, 2]. One attractive approach to minimize these issues is the fabrication of local artificial substrates (LAS). The concept of LAS lies in the possibility to prepare a suitable surface for a subsequent epitaxial growth not on the whole surface of the sample, but locally, using as base some structures fabricated, for example, by a nano-patterning technique [3]. We propose a self-assembling growth procedure based on droplet epitaxy [4–6] for the fabrication of GaAs islands on Si substrate with high uniformity, selectable size, and density. These islands should act as LAS for the integration of III–V high quality nanostructures on Si [7, 8].
In our experiments, we used Si(001) substrates cleaned with standard RCA treatment and finally dipped into HF solution to get an H-terminated surface. Substrates were loaded in a conventional GEN II molecular beam epitaxy (MBE) system equipped with an Arsenic valved cell. Substrate temperature was raised to 780°C to desorb hydrogen, as confirmed with the change in surface reconstruction observed with reflection high energy electron diffraction (RHEED) from (1 × 1) to a mixed (2 × 1) (1 × 2) [9].
The substrate temperature was decreased to the value reported in Table 1 for the Ga deposition. A Ga molecular beam flux was supplied with a deposition rate of 0.075 ML/s. RHEED pattern turned to halo, suggesting liquid Ga droplets formation on Si surface. The total amount of deposited Ga on each sample is indicated in Table 1. Ga droplets were finally crystallized at 150°C by exposure to an As flux of 5 × 10−5 Torr for 5 min. During the arsenic irradiation, the RHEED pattern changed from halo to spotty. The surface morphology of the five samples was investigated ex situ with a transmission electron microscope (TEM) and an atomic force microscope (AFM).
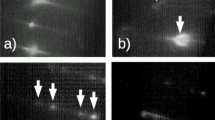
Island density was estimated by large area TEM and AFM scan (2 × 2 μm or more). Left panel of Fig. 1 shows a TEM image of the surface of sample E, right panel shows the surface of sample A. The value of island density ρ reported in Table 1 evidences a dependence on the substrate temperature during Ga deposition. It is thus possible to use these values to finely tune island density through a proper choice of the Ga deposition temperature. Varying the amount of deposited Ga thus makes possible to control the mean island volume [8].

Large area TEM scans on surface of sample E (left panel) and A (right panel)
By means of AFM measurements, it is also possible to calculate the base diameter, the height, and the size dispersion of the islands. Table 1 reports the mean diameters for the islands of each sample. AFM measurements also make possible to calculate the aspect ratio (ratio between height and base diameter). This value increases with island size and reaches 0.5 for the larger islands, i.e. when height and radius have the same value. The calculated standard deviation on base size distribution is less than 10% for all the samples. This value is similar to the best values reported for SiGe islands grown on Si patterned substrate [10].
Transmission electron microscope measurements confirmed the values obtained by AFM for the island mean base size. Diffraction pattern obtained from TEM measurements allows also to estimate the crystalline quality of the GaAs islands. Images from a single island (right panel in Fig. 2 for sample A) show two different clear Bragg spots for Si and GaAs, demonstrating the formation of single crystal GaAs islands. The two small spots are due to double diffraction from GaAs and Si. Diffraction images obtained with diffraction vector [220] (left panel in Fig. 2 for sample E) evidence Moiré fringes. The spacing between fringes gives a good estimation for distances between planes [220] in Si and GaAs, and the values we obtained are in agreement with the ones expected for bulk material, thus demonstrating fully relaxation of GaAs islands.

Left panel: TEM image of a single island on sample E obtained with diffraction vector [220]. Right panel: (220) Bragg spot on diffraction pattern from a single island on sample A
Figure 3 reports the typical profile of randomly chosen islands on samples B (left panels), D (central panels, magnified by a factor of 2), and E (right panels magnified by a factor of 3) along [110] (upper panels) and [1–10] (lower panels). Profiles are obtained from high-resolution AFM images. The slope exposed by the islands is mostly compatible with the plane {111} near the Si surface and with the plane {113} in the upper part of the islands. A similar behavior with the presence of these planes was observed also in Volmer-Weber growth of GaAs on Si [11]. However, by using the droplet, epitaxy technique is possible to achieve a clear improvement in size distribution. From the profiles obtained, we could correlate the increment in the aspect ratio from 0.3 up to 0.5 with the exposed planes on the profiles. The bigger islands expose more portions of surface with {111} slope and reduce {113}. The formation of different surface planes plays an important role for the subsequent fabrication of small quantum dots on the top of local substrates. A stronger affinity for the nucleation of InAs small quantum dots on high index surface like {113} or {115} than on {111} is reported [7]. We expect that the control on exposed surfaces could allow the selection of a particular area of the LAS as a preferential nucleation site for InAs quantum dots.

AFM profiles along [110] (upper panels) and [1–10] (lower panels) for islands on samples B (two left panels), D (two center panels) and C (two right panels)
We have presented a fabrication procedure for the self-assembly of GaAs islands on Si substrate via droplet epitaxy to be used as LAS. The islands are made by a single relaxed crystal and are tunable in size and density changing substrate temperature and amount of supplied Ga. The islands expose large portions of surface with a slope compatible with {111} and {113}, and the aspect ratio reaches 0.5 for larger islands. The control on size, density, and exposed surfaces, the well-defined shape and the low thermal budget requirements make these islands good candidates for the fabrication of LAS and the integration of III–V nanostructures on Si substrate.
References
Bolkhovityanov YB, Pchelyakov OP: Phys. Usp.. 2008, 51: 437–456. COI number [1:CAS:528:DC%2BD1cXht1ems77O]; Bibcode number [2008PhyU...51..437B] COI number [1:CAS:528:DC%2BD1cXht1ems77O]; Bibcode number [2008PhyU...51..437B] 10.1070/PU2008v051n05ABEH006529
Bietti S, Somaschini C, Sanguinetti S, Koguchi N, Isella G, Chrastina D: Applied Physics Letters. 2009, 95: 241102. Bibcode number [2009ApPhL..95x1102B] Bibcode number [2009ApPhL..95x1102B] 10.1063/1.3273860
He J, Yadavalli K, Zhao Z, Li N, Hao Z, Wang KL, Jacob AP: Nanotechnology. 2008, 19: 455607. Bibcode number [2008Nanot..19S5607H] Bibcode number [2008Nanot..19S5607H] 10.1088/0957-4484/19/45/455607
Koguchi N, Takahashi S, Chikyow T: Journal Of Crystal Growth. 1991, 111: 688–692. COI number [1:CAS:528:DyaK3MXkvVamsro%3D]; Bibcode number [1991JCrGr.111..688K] COI number [1:CAS:528:DyaK3MXkvVamsro%3D]; Bibcode number [1991JCrGr.111..688K] 10.1016/0022-0248(91)91064-H
Koguchi N, Ishige K: Japanese Journal Of Applied Physics. 1993, 32: 2052–2058. COI number [1:CAS:528:DyaK3sXks1Sjsb0%3D]; Bibcode number [1993JaJAP..32.2052K] COI number [1:CAS:528:DyaK3sXks1Sjsb0%3D]; Bibcode number [1993JaJAP..32.2052K] 10.1143/JJAP.32.2052
Somaschini C, Bietti S, Koguchi N, Sanguinetti S: Nano Letters. 2009, 9: 3419–24. COI number [1:CAS:528:DC%2BD1MXhtFGlsLjE]; Bibcode number [2009NanoL...9.3419S] COI number [1:CAS:528:DC%2BD1MXhtFGlsLjE]; Bibcode number [2009NanoL...9.3419S] 10.1021/nl901493f
Wong PS, Balakrishnan G, Nuntawong N, Tatebayashi J, Huffaker DL: Applied Physics Letters. 2007, 90: 183103. Bibcode number [2007ApPhL..90r3103W] Bibcode number [2007ApPhL..90r3103W] 10.1063/1.2732825
Somaschini C, Bietti S, Koguchi N, Montalenti F, Frigeri C, Sanguinetti S: Applied Physics Letters. 2010, 97: 053101. Bibcode number [2010ApPhL..97e3101S] Bibcode number [2010ApPhL..97e3101S] 10.1063/1.3475923
Zhao ZM, Hulko O, Yoon TS, Xie YH: Journal Of Applied Physics. 2005, 98: 123526. Bibcode number [2005JAP....98l3526Z] Bibcode number [2005JAP....98l3526Z] 10.1063/1.2149164
Zhong Z, Bauer G: Applied Physics Letters. 2004, 84: 1922. COI number [1:CAS:528:DC%2BD2cXitFSnsLY%3D]; Bibcode number [2004ApPhL..84.1922Z] COI number [1:CAS:528:DC%2BD2cXitFSnsLY%3D]; Bibcode number [2004ApPhL..84.1922Z] 10.1063/1.1664014
Usui H, Yasuda H, Mori H: Thin Solid Films. 2008, 516: 2487–2490. COI number [1:CAS:528:DC%2BD1cXitlGlsbo%3D]; Bibcode number [2008TSF...516.2487U] COI number [1:CAS:528:DC%2BD1cXitlGlsbo%3D]; Bibcode number [2008TSF...516.2487U] 10.1016/j.tsf.2007.04.132
Acknowledgments
This work was supported by the CARIPLO Foundation under the project QUADIS2 (Contract no. 2008-3186) and by the Italian PRIN-MIUR under the project GOCCIA (Contract no. 2008CH5N34).
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Bietti, S., Somaschini, C., Koguchi, N. et al. Self-Assembled Local Artificial Substrates of GaAs on Si Substrate. Nanoscale Res Lett 5, 1905 (2010). https://doi.org/10.1007/s11671-010-9760-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11671-010-9760-5